Producția de motoare de avioane în Rusia
OAO Ufa Motor-Building Production Association este cel mai mare dezvoltator și producător de aviaţie motoare preţul în Rusia | Aici lucrează peste 20 de mii de oameni. UMPO face parte din United Engine Corporation.
Principalele activități ale întreprinderii sunt dezvoltarea, producția, întreținerea și repararea motoarelor de avioane cu turboreacție, producția și repararea componentelor elicopterelor și producția de echipamente pentru industria petrolului și gazelor.
UMPO produce în serie motoare turborreactor AL-41F-1S pentru aeronave Su-35S, motoare AL-31F și AL-31FP pentru familiile Su-27 și Su-30, componente separate pentru elicopterele Ka și Mi, AL-31ST pentru stațiile de pompare a gazelor din OAO Gazprom.
Sub conducerea asociației, se dezvoltă un motor promițător pentru a cincea generație de vânătoare PAK FA (complexul de aviație promițător al aviației de primă linie, T-50). UMPO participă la cooperarea la producția motorului PD-14 pentru cel mai recent avion rusesc de pasageri MS-21, la programul de producție de motoare de elicopter VK-2500, la reconfigurarea producției de motoare de tip RD pentru aeronavele MiG .
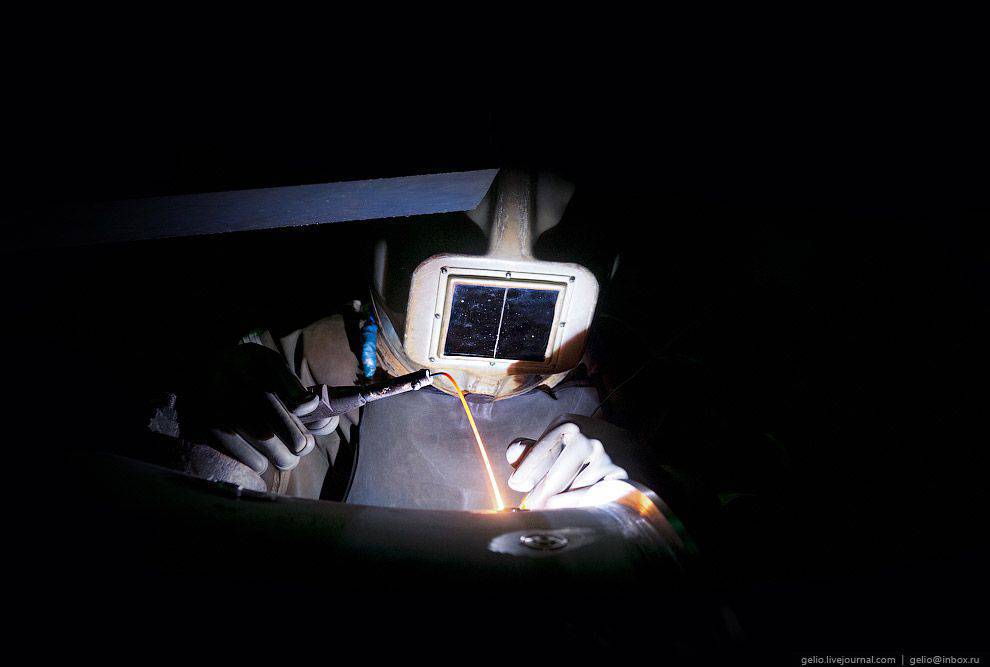
1. Sudarea in camera locuibila "Atmosfera-24". Cea mai interesantă etapă în producția motorului este sudarea cu arc cu argon a celor mai critice componente din camera locuibilă, care asigură etanșeitatea completă și precizia sudurii. Special pentru UMPO, în 1981, Institutul din Leningrad „Prometheus” a creat unul dintre cele mai mari site-uri de sudare din Rusia, format din două instalații Atmosfera-24.

2. Conform standardelor sanitare, un lucrător poate petrece cel mult 4,5 ore pe zi într-o celulă. Dimineața - verificarea costumelor, controlul medical și numai după aceea puteți începe sudarea.
Sudori merg la Atmosfera-24 în costume spațiale ușoare. Trec prin primele uși de blocare în cameră, atașează furtunurile de aer la ele, închid ușile și furnizează argon în interiorul camerei. După ce deplasează aerul, sudorii deschid a doua ușă, intră în cameră și încep să lucreze.

3. Într-un mediu neoxidant de argon pur, începe sudarea structurilor de titan.

4. Compoziția controlată a impurităților din argon face posibilă obținerea de suduri de înaltă calitate și creșterea rezistenței la oboseală a structurilor sudate, oferă posibilitatea sudării în locurile cele mai inaccesibile prin utilizarea pistoletelor de sudură fără a utiliza o duză de protecție.

5. În îmbrăcăminte completă, sudorul chiar arată ca un astronaut. Pentru a obține permisiunea de a lucra într-o celulă locuibilă, lucrătorii urmează un curs de formare, mai întâi se antrenează cu viteza maximă în aer. De obicei, două săptămâni sunt suficiente pentru a înțelege dacă o persoană este potrivită pentru o astfel de muncă sau nu - nu toată lumea poate rezista la sarcină.

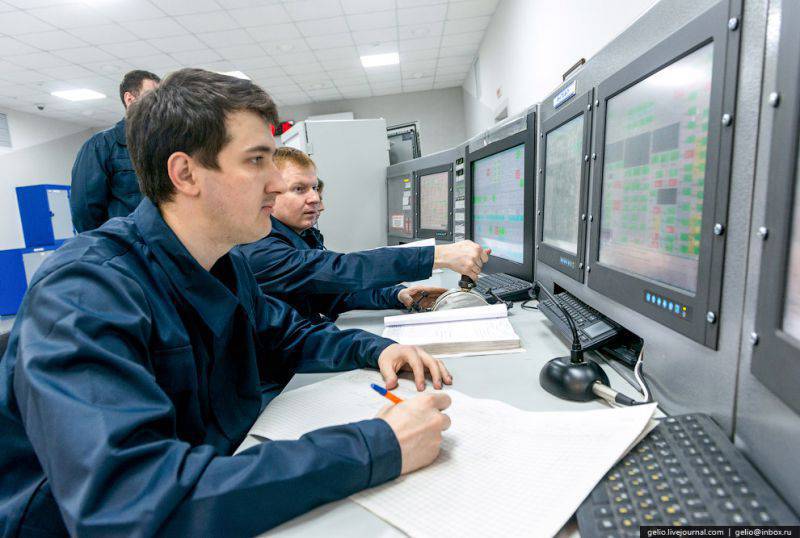
6. Întotdeauna în contact cu sudorii – un specialist care monitorizează ceea ce se întâmplă de la panoul de control. Operatorul controlează curentul de sudare, monitorizează sistemul de analiză a gazelor și starea generală a camerei și a lucrătorului.

7. Nicio altă metodă de sudare manuală nu oferă un asemenea rezultat ca sudarea într-o cameră locuibilă. Calitatea cusăturii vorbește de la sine.

8. Sudarea cu fascicul de electroni. Sudarea cu fascicul de electroni în vid este un proces complet automatizat. La UMPO, se desfășoară pe unități Ebokam. În același timp, două sau trei cusături sunt sudate și cu un nivel minim de deformare și o modificare a geometriei piesei.

9. Un specialist lucrează simultan la mai multe instalații de sudare cu fascicul de electroni.

10. Părți ale camerei de ardere, duzei rotative și blocurilor cu palete duzei necesită aplicarea de acoperiri de protecție termică în metoda cu plasmă. În aceste scopuri, este utilizat complexul robotic TSZP-MF-P-1000.

11. Producția de scule. UMPO include 5 magazine de scule cu un total de aproximativ 2 de persoane. Sunt angajați în fabricarea de echipamente tehnologice. Aici sunt create masini-unelte, matrite pentru prelucrarea la cald si la rece a metalelor, scule aschietoare, scule de masura, matrite pentru turnarea aliajelor neferoase si feroase.

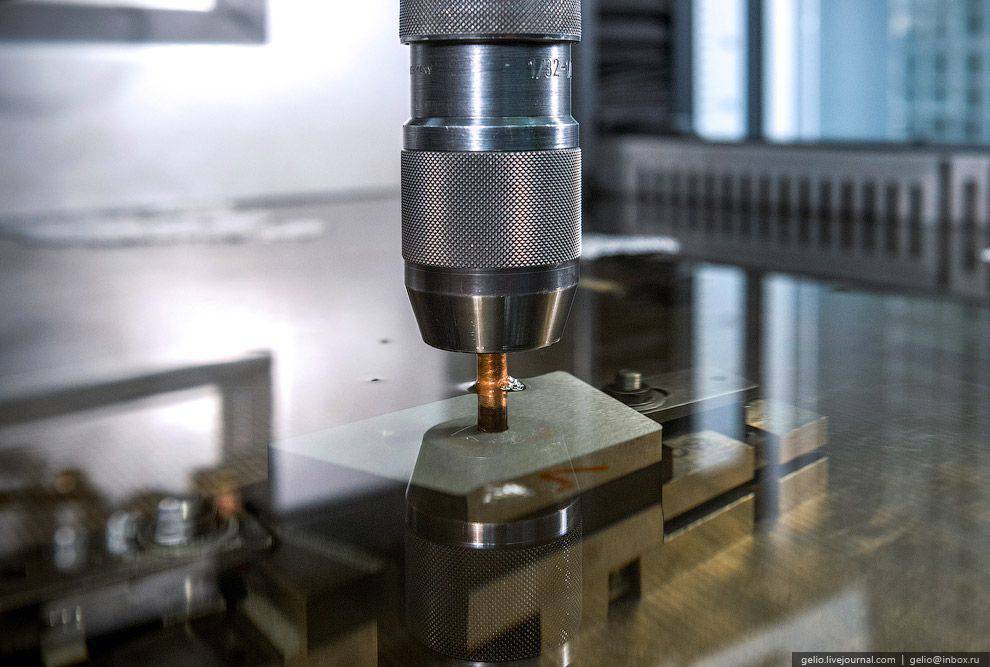
12. Producția de matrițe pentru turnarea cu lame se realizează pe mașini CNC.

13. Acum durează doar două până la trei luni pentru a crea matrițe, iar înainte acest proces dura șase luni sau mai mult.

14. Instrumentul de măsurare automată surprinde cele mai mici abateri de la normă. Detaliile unui motor și unealtă moderne trebuie făcute cu cea mai mare precizie în toate dimensiunile.

15. Cementarea în vid. Automatizarea proceselor implică întotdeauna reducerea costurilor și îmbunătățirea calității muncii efectuate. Acest lucru este valabil și pentru cementarea în vid. Cuptoarele cu vid Ipsen sunt utilizate pentru cementare - saturarea suprafeței pieselor cu carbon și creșterea rezistenței acestora.
Un singur muncitor este suficient pentru a întreține cuptorul. Piesele sunt supuse unui tratament chimico-termic timp de câteva ore, după care devin ideal de puternice. Specialistii UMPO si-au creat propriul program, care permite cimentarea cu acuratete sporita.

16. Turnătorie. Producția în turnătorie începe cu producția de modele. Modelele sunt presate dintr-o masă specială pentru piese de diferite dimensiuni și configurații, urmate de finisare manuală.

17. Predominant femeile lucrează în zona de realizare a modelelor de investiții.

18. Plasarea blocurilor model și obținerea matrițelor ceramice este o parte importantă a procesului de turnătorie.

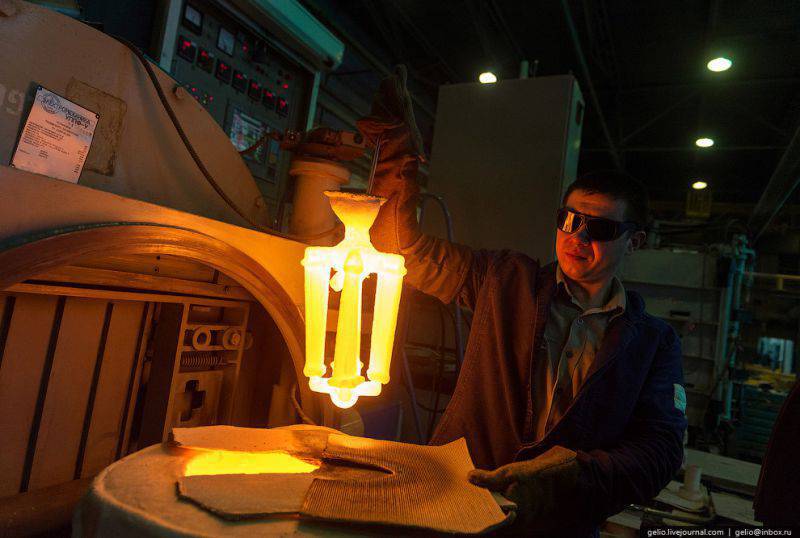
19. Înainte de turnare, matrițele ceramice se calcinează în cuptoare.

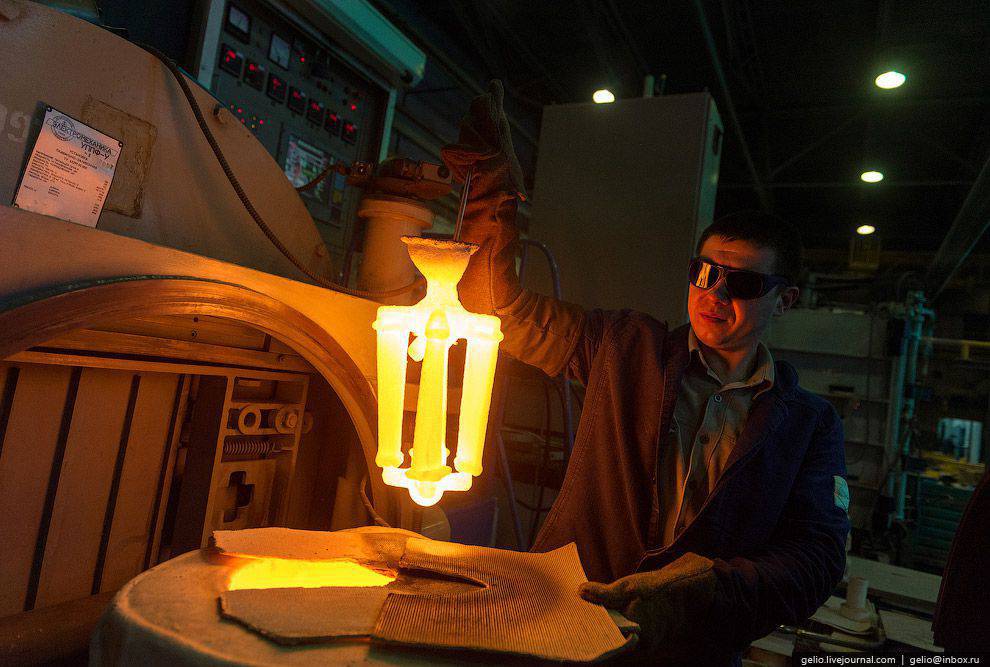
20. Se calcinează matrița ceramică - apoi se va turna cu un aliaj.

21. Așa arată o matriță ceramică umplută cu aliaj.
22. „Își merită greutatea în aur” este despre o lamă cu o structură de un singur cristal. Tehnologia pentru producerea unei astfel de lame este complexă, dar această parte, care este scumpă din toate punctele de vedere, funcționează mult mai mult. Fiecare lamă este „crescut” folosind o sămânță specială din aliaj de nichel-tungsten.

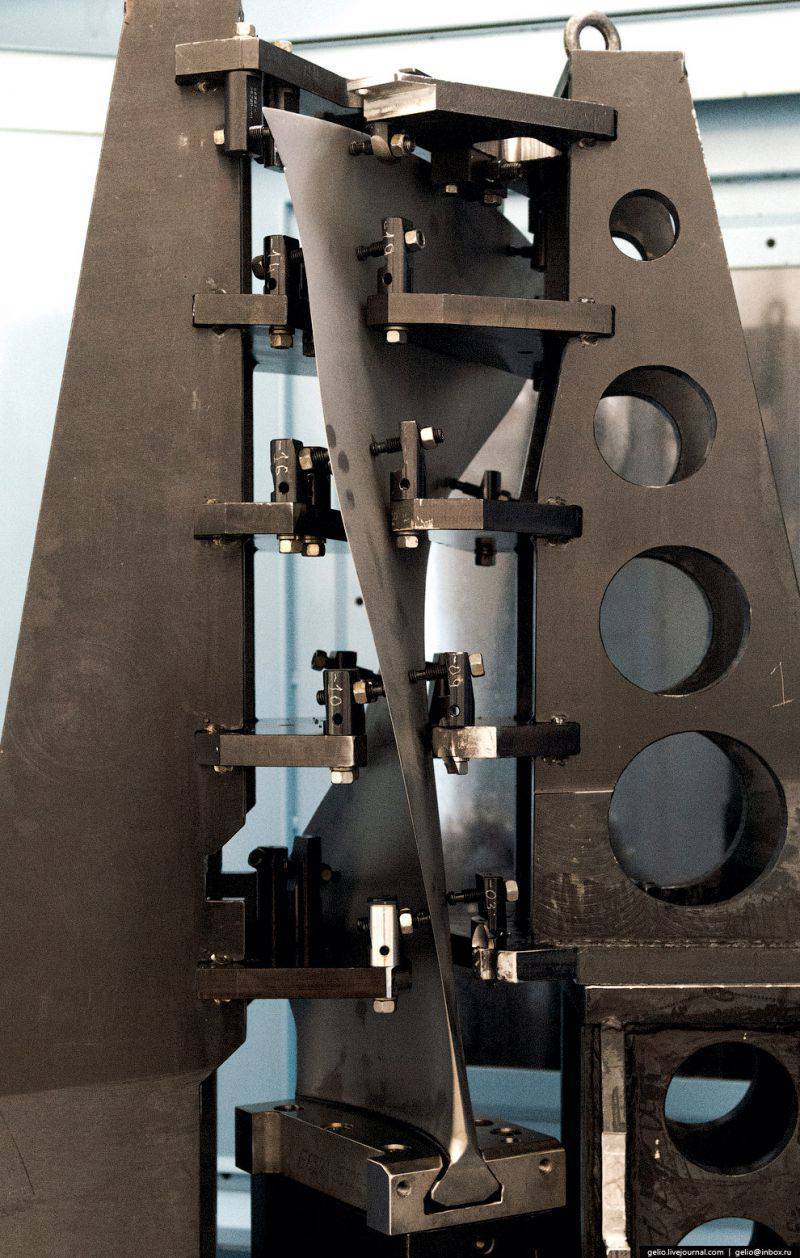
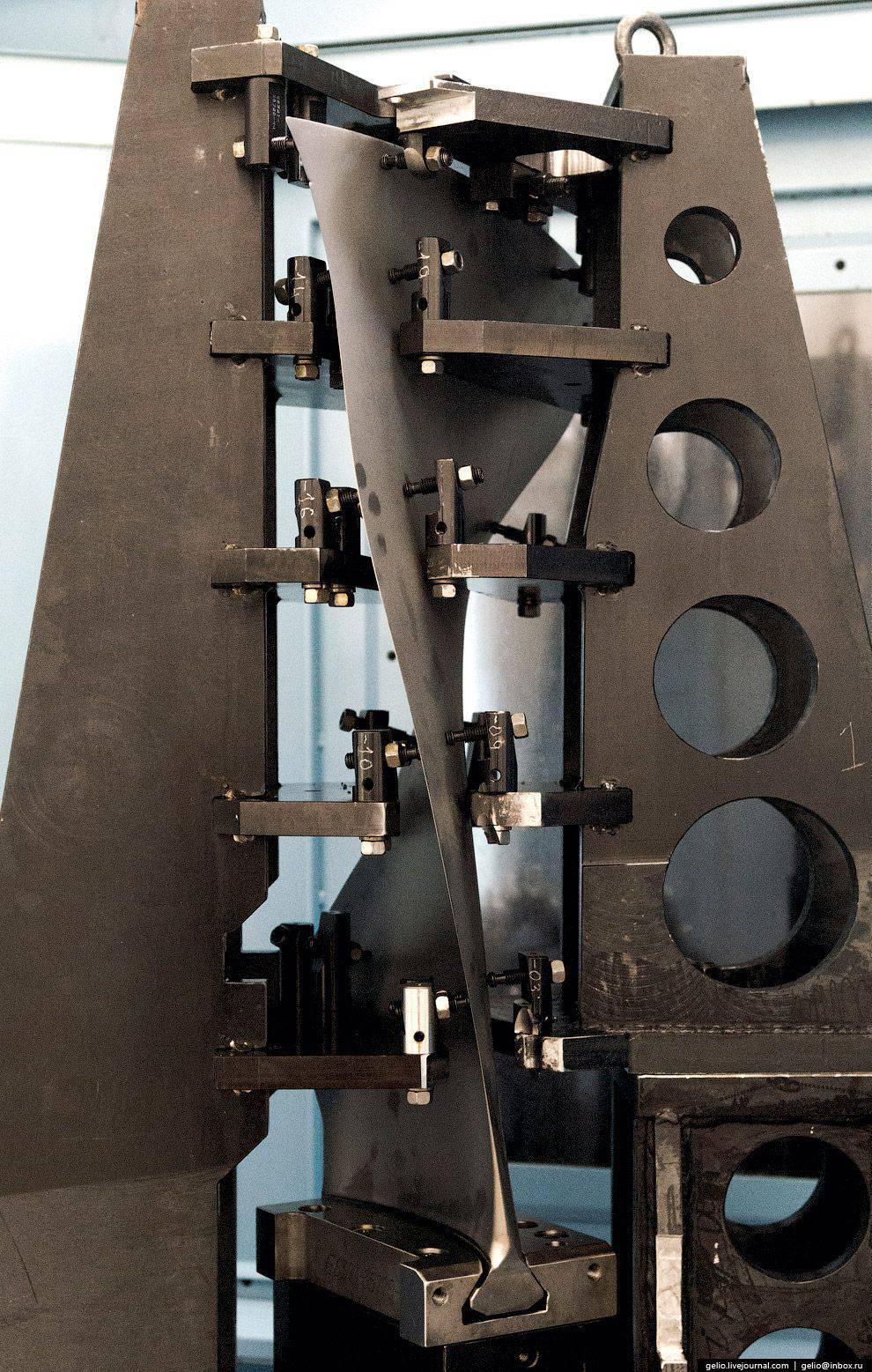
23. Secțiune pentru prelucrarea unei pale de ventilator cu coardă lată. Pentru producția de pale de ventilator cu coarde late goale ale motorului PD-14 - unitatea de propulsie a aeronavei civile promițătoare MS-21 - a fost creată o secțiune specială în care tăierea și prelucrarea semifabricatelor din plăci de titan, prelucrarea finală a broaștei și profilul profilului lamei, inclusiv șlefuirea și lustruirea mecanică a acesteia.

24. Prelucrarea finală a capătului fund al penei lamei.
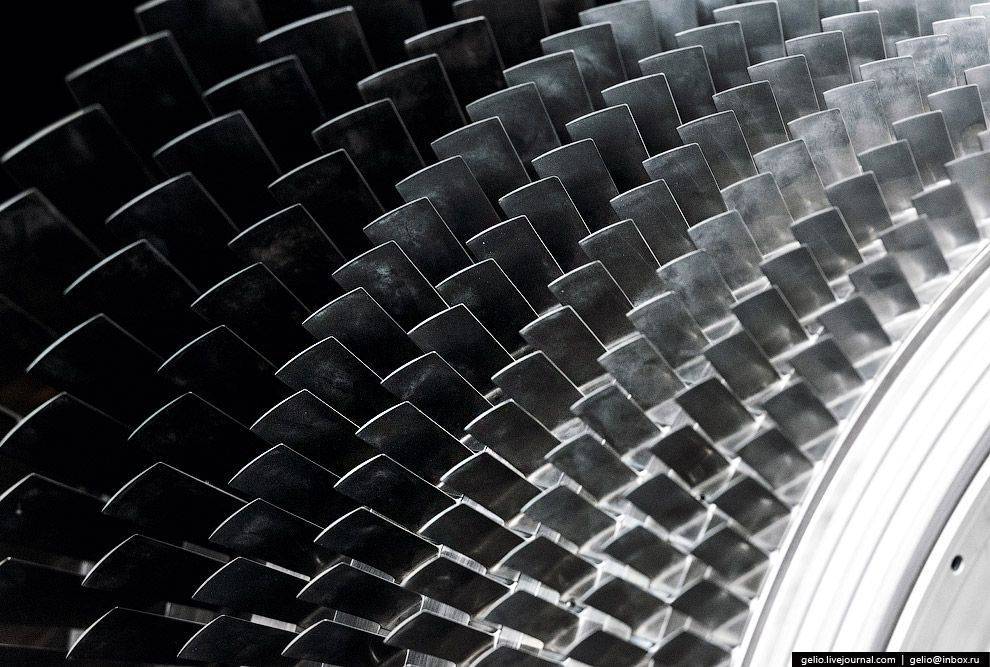
25. Complex pentru producția de rotoare de turbine și compresoare (KPRTC) este localizarea capacităților disponibile pentru crearea principalelor elemente constitutive ale unui propulsor cu reacție.
26. Asamblarea rotoarelor de turbine este un proces intensiv în muncă, care necesită calificări speciale ale executanților. Prelucrarea de înaltă precizie a conexiunii arbore-disc-toe este o garanție a funcționării pe termen lung și fiabilă a motorului.

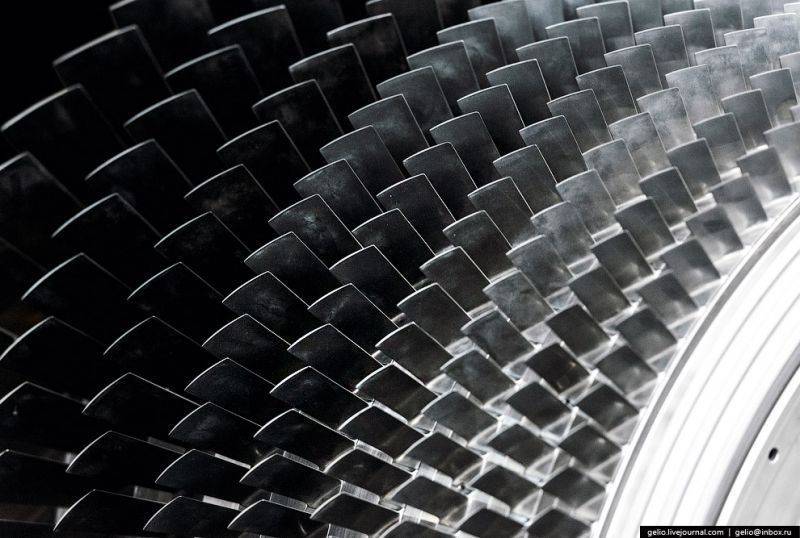
27. Rotorul cu mai multe etape este asamblat într-o singură unitate.

28. Echilibrarea rotorului este realizată de reprezentanți ai unei profesii unice, care poate fi stăpânită pe deplin doar în pereții fabricii.

29. Fabricarea de conducte si tuburi. Pentru ca toate unitățile motoare să funcționeze fără probleme - pompele compresorului, turbina se rotește, duza se deschide sau se închide, trebuie să le dați comenzi. Conductele sunt considerate a fi „vasele de sânge” ale inimii aeronavei – prin ele sunt transmise o varietate de informații. UMPO are un atelier specializat în fabricarea acestor „vase” – conducte și tuburi de diferite dimensiuni.

30. Mini fabrică de țevi necesită lucrare manuală de bijuterii fine - unele dintre detalii sunt adevărate opere de artă realizate manual.

31. Multe operațiuni de îndoire a țevilor sunt efectuate și de mașina CNC Bend Master 42 MRV. Îndoaie tuburile de titan și oțel inoxidabil. În primul rând, geometria țevii este determinată de tehnologia fără contact folosind un standard. Datele obținute sunt trimise mașinii, care efectuează îndoirea preliminară, sau în limbajul din fabrică - îndoire. După aceea, tubul este reglat și în cele din urmă îndoit.

32. Așa arată deja tuburile ca parte a motorului finit - o împletesc ca o pânză și fiecare își îndeplinește sarcina.

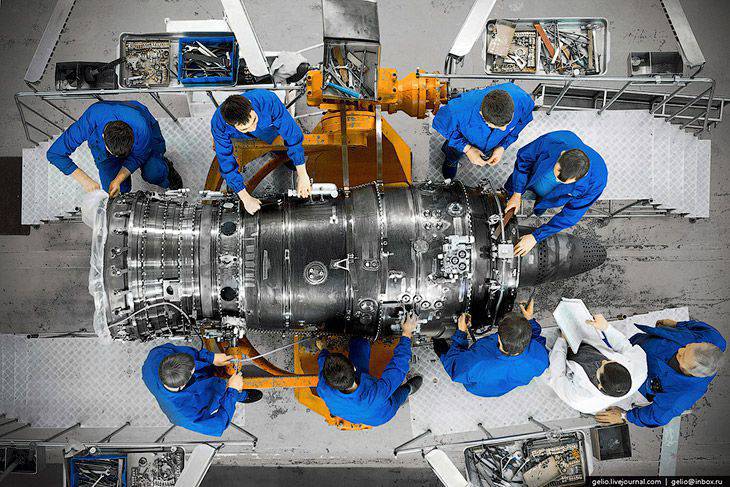
33. Asamblare finală. În atelierul de asamblare, piesele și ansamblurile individuale devin un întreg motor. Lăcătușii lucrărilor de montaj mecanic de cea mai înaltă calificare lucrează aici.

34. Modulele mari asamblate în diferite părți ale atelierului sunt unite de către montatori într-un singur întreg.

35. Etapa finală a montajului este montarea cutiilor de viteze cu unități de control al combustibilului, echipamente de comunicații și electrice. O verificare obligatorie pentru aliniere (pentru a elimina posibilele vibrații), alinierea este efectuată, deoarece toate piesele sunt furnizate de la diferite ateliere.

36. După testele la purtător, motorul este returnat la atelierul de asamblare pentru demontare, spălare și detectarea defecțiunilor. În primul rând, produsul este dezasamblat și spălat cu benzină. Apoi - examinare externă, măsurători, metode speciale de control. O parte din piese și unități de asamblare este trimisă pentru aceeași inspecție către magazinele de producție. Apoi motorul este asamblat din nou - pentru teste de acceptare.

37. Un montator asamblează un modul mare.

38. Mecanicii MCP asamblează cea mai mare creație de gândire inginerească a secolului XX - un motor turboreactor - manual, verificând cu strictețe tehnologia.

39. Departamentul Control Tehnic este responsabil de calitatea impecabilă a tuturor produselor. Supraveghetorii lucrează în toate domeniile, inclusiv în atelierul de asamblare.

40. La un loc separat, este asamblată o duză cu jet rotativ (PRS) - un element structural important care distinge motorul AL-31FP de predecesorul său AL-31F.

41. Durata de viață a PRS este de 500 de ore, iar motorul este de 1000, așa că duzele trebuie făcute de două ori mai mult.

42. Pe un mini-stand special se verifică funcționarea duzei și a părților sale individuale.

43. Un motor echipat cu un PRS oferă aeronavei o mai mare manevrabilitate. Duza în sine arată destul de impresionantă.

44. În atelierul de asamblare există o secție în care sunt expuse mostre de referință de motoare, care au fost fabricate și au fost fabricate în ultimii 20-25 de ani.

45. Testarea motoarelor. Testarea unui motor de avion este etapa finală și foarte importantă din lanțul tehnologic. Într-un atelier specializat se efectuează teste de pre-livrare și recepție pe standuri dotate cu sisteme moderne de control automat al procesului.

46. În timpul testării motoarelor se folosește un sistem automat de măsurare a informațiilor, format din trei calculatoare unite într-o singură rețea locală. Testerii controlează parametrii motorului și sistemelor de banc numai în funcție de citirile computerului. Rezultatele testelor sunt procesate în timp real. Toate informațiile despre testele efectuate sunt stocate într-o bază de date computerizată.
47. Motorul asamblat este testat conform tehnologiei. Procesul poate dura câteva zile, după care motorul este dezasamblat, spălat, defect. Toate informațiile despre testele efectuate sunt prelucrate și emise sub formă de protocoale, grafice, tabele, atât în format electronic, cât și pe hârtie.

48. Aspectul magazinului de teste: când zgomotul testelor a trezit tot cartierul, acum nu mai pătrunde niciun sunet afară.

49. Atelierul nr. 40 - locul de unde sunt trimise clientului toate produsele UMPO. Dar nu numai - aici se realizează acceptarea finală a produselor, unităților, controlului de intrare, conservare, ambalare.
Motorul AL-31F este trimis pentru ambalare.

50. Motorul se așteaptă să fie învelit îngrijit în straturi de hârtie de împachetat și polietilenă, dar asta nu este tot.

51. Motoarele sunt plasate într-un recipient special conceput pentru ele, care este marcat în funcție de tipul de produs. După ambalare, există un set complet de documentație tehnică însoțitoare: pașapoarte, formulare etc.
52. Motor în acțiune!

Principalele activități ale întreprinderii sunt dezvoltarea, producția, întreținerea și repararea motoarelor de avioane cu turboreacție, producția și repararea componentelor elicopterelor și producția de echipamente pentru industria petrolului și gazelor.
UMPO produce în serie motoare turborreactor AL-41F-1S pentru aeronave Su-35S, motoare AL-31F și AL-31FP pentru familiile Su-27 și Su-30, componente separate pentru elicopterele Ka și Mi, AL-31ST pentru stațiile de pompare a gazelor din OAO Gazprom.
Sub conducerea asociației, se dezvoltă un motor promițător pentru a cincea generație de vânătoare PAK FA (complexul de aviație promițător al aviației de primă linie, T-50). UMPO participă la cooperarea la producția motorului PD-14 pentru cel mai recent avion rusesc de pasageri MS-21, la programul de producție de motoare de elicopter VK-2500, la reconfigurarea producției de motoare de tip RD pentru aeronavele MiG .
1. Sudarea in camera locuibila "Atmosfera-24". Cea mai interesantă etapă în producția motorului este sudarea cu arc cu argon a celor mai critice componente din camera locuibilă, care asigură etanșeitatea completă și precizia sudurii. Special pentru UMPO, în 1981, Institutul din Leningrad „Prometheus” a creat unul dintre cele mai mari site-uri de sudare din Rusia, format din două instalații Atmosfera-24.
2. Conform standardelor sanitare, un lucrător poate petrece cel mult 4,5 ore pe zi într-o celulă. Dimineața - verificarea costumelor, controlul medical și numai după aceea puteți începe sudarea.
Sudori merg la Atmosfera-24 în costume spațiale ușoare. Trec prin primele uși de blocare în cameră, atașează furtunurile de aer la ele, închid ușile și furnizează argon în interiorul camerei. După ce deplasează aerul, sudorii deschid a doua ușă, intră în cameră și încep să lucreze.

3. Într-un mediu neoxidant de argon pur, începe sudarea structurilor de titan.
4. Compoziția controlată a impurităților din argon face posibilă obținerea de suduri de înaltă calitate și creșterea rezistenței la oboseală a structurilor sudate, oferă posibilitatea sudării în locurile cele mai inaccesibile prin utilizarea pistoletelor de sudură fără a utiliza o duză de protecție.

5. În îmbrăcăminte completă, sudorul chiar arată ca un astronaut. Pentru a obține permisiunea de a lucra într-o celulă locuibilă, lucrătorii urmează un curs de formare, mai întâi se antrenează cu viteza maximă în aer. De obicei, două săptămâni sunt suficiente pentru a înțelege dacă o persoană este potrivită pentru o astfel de muncă sau nu - nu toată lumea poate rezista la sarcină.

6. Întotdeauna în contact cu sudorii – un specialist care monitorizează ceea ce se întâmplă de la panoul de control. Operatorul controlează curentul de sudare, monitorizează sistemul de analiză a gazelor și starea generală a camerei și a lucrătorului.

7. Nicio altă metodă de sudare manuală nu oferă un asemenea rezultat ca sudarea într-o cameră locuibilă. Calitatea cusăturii vorbește de la sine.

8. Sudarea cu fascicul de electroni. Sudarea cu fascicul de electroni în vid este un proces complet automatizat. La UMPO, se desfășoară pe unități Ebokam. În același timp, două sau trei cusături sunt sudate și cu un nivel minim de deformare și o modificare a geometriei piesei.

9. Un specialist lucrează simultan la mai multe instalații de sudare cu fascicul de electroni.

10. Părți ale camerei de ardere, duzei rotative și blocurilor cu palete duzei necesită aplicarea de acoperiri de protecție termică în metoda cu plasmă. În aceste scopuri, este utilizat complexul robotic TSZP-MF-P-1000.

11. Producția de scule. UMPO include 5 magazine de scule cu un total de aproximativ 2 de persoane. Sunt angajați în fabricarea de echipamente tehnologice. Aici sunt create masini-unelte, matrite pentru prelucrarea la cald si la rece a metalelor, scule aschietoare, scule de masura, matrite pentru turnarea aliajelor neferoase si feroase.

12. Producția de matrițe pentru turnarea cu lame se realizează pe mașini CNC.
13. Acum durează doar două până la trei luni pentru a crea matrițe, iar înainte acest proces dura șase luni sau mai mult.

14. Instrumentul de măsurare automată surprinde cele mai mici abateri de la normă. Detaliile unui motor și unealtă moderne trebuie făcute cu cea mai mare precizie în toate dimensiunile.

15. Cementarea în vid. Automatizarea proceselor implică întotdeauna reducerea costurilor și îmbunătățirea calității muncii efectuate. Acest lucru este valabil și pentru cementarea în vid. Cuptoarele cu vid Ipsen sunt utilizate pentru cementare - saturarea suprafeței pieselor cu carbon și creșterea rezistenței acestora.
Un singur muncitor este suficient pentru a întreține cuptorul. Piesele sunt supuse unui tratament chimico-termic timp de câteva ore, după care devin ideal de puternice. Specialistii UMPO si-au creat propriul program, care permite cimentarea cu acuratete sporita.

16. Turnătorie. Producția în turnătorie începe cu producția de modele. Modelele sunt presate dintr-o masă specială pentru piese de diferite dimensiuni și configurații, urmate de finisare manuală.

17. Predominant femeile lucrează în zona de realizare a modelelor de investiții.

18. Plasarea blocurilor model și obținerea matrițelor ceramice este o parte importantă a procesului de turnătorie.

19. Înainte de turnare, matrițele ceramice se calcinează în cuptoare.

20. Se calcinează matrița ceramică - apoi se va turna cu un aliaj.

21. Așa arată o matriță ceramică umplută cu aliaj.
22. „Își merită greutatea în aur” este despre o lamă cu o structură de un singur cristal. Tehnologia pentru producerea unei astfel de lame este complexă, dar această parte, care este scumpă din toate punctele de vedere, funcționează mult mai mult. Fiecare lamă este „crescut” folosind o sămânță specială din aliaj de nichel-tungsten.

23. Secțiune pentru prelucrarea unei pale de ventilator cu coardă lată. Pentru producția de pale de ventilator cu coarde late goale ale motorului PD-14 - unitatea de propulsie a aeronavei civile promițătoare MS-21 - a fost creată o secțiune specială în care tăierea și prelucrarea semifabricatelor din plăci de titan, prelucrarea finală a broaștei și profilul profilului lamei, inclusiv șlefuirea și lustruirea mecanică a acesteia.

24. Prelucrarea finală a capătului fund al penei lamei.
25. Complex pentru producția de rotoare de turbine și compresoare (KPRTC) este localizarea capacităților disponibile pentru crearea principalelor elemente constitutive ale unui propulsor cu reacție.
26. Asamblarea rotoarelor de turbine este un proces intensiv în muncă, care necesită calificări speciale ale executanților. Prelucrarea de înaltă precizie a conexiunii arbore-disc-toe este o garanție a funcționării pe termen lung și fiabilă a motorului.

27. Rotorul cu mai multe etape este asamblat într-o singură unitate.

28. Echilibrarea rotorului este realizată de reprezentanți ai unei profesii unice, care poate fi stăpânită pe deplin doar în pereții fabricii.

29. Fabricarea de conducte si tuburi. Pentru ca toate unitățile motoare să funcționeze fără probleme - pompele compresorului, turbina se rotește, duza se deschide sau se închide, trebuie să le dați comenzi. Conductele sunt considerate a fi „vasele de sânge” ale inimii aeronavei – prin ele sunt transmise o varietate de informații. UMPO are un atelier specializat în fabricarea acestor „vase” – conducte și tuburi de diferite dimensiuni.

30. Mini fabrică de țevi necesită lucrare manuală de bijuterii fine - unele dintre detalii sunt adevărate opere de artă realizate manual.

31. Multe operațiuni de îndoire a țevilor sunt efectuate și de mașina CNC Bend Master 42 MRV. Îndoaie tuburile de titan și oțel inoxidabil. În primul rând, geometria țevii este determinată de tehnologia fără contact folosind un standard. Datele obținute sunt trimise mașinii, care efectuează îndoirea preliminară, sau în limbajul din fabrică - îndoire. După aceea, tubul este reglat și în cele din urmă îndoit.
32. Așa arată deja tuburile ca parte a motorului finit - o împletesc ca o pânză și fiecare își îndeplinește sarcina.

33. Asamblare finală. În atelierul de asamblare, piesele și ansamblurile individuale devin un întreg motor. Lăcătușii lucrărilor de montaj mecanic de cea mai înaltă calificare lucrează aici.

34. Modulele mari asamblate în diferite părți ale atelierului sunt unite de către montatori într-un singur întreg.

35. Etapa finală a montajului este montarea cutiilor de viteze cu unități de control al combustibilului, echipamente de comunicații și electrice. O verificare obligatorie pentru aliniere (pentru a elimina posibilele vibrații), alinierea este efectuată, deoarece toate piesele sunt furnizate de la diferite ateliere.

36. După testele la purtător, motorul este returnat la atelierul de asamblare pentru demontare, spălare și detectarea defecțiunilor. În primul rând, produsul este dezasamblat și spălat cu benzină. Apoi - examinare externă, măsurători, metode speciale de control. O parte din piese și unități de asamblare este trimisă pentru aceeași inspecție către magazinele de producție. Apoi motorul este asamblat din nou - pentru teste de acceptare.

37. Un montator asamblează un modul mare.

38. Mecanicii MCP asamblează cea mai mare creație de gândire inginerească a secolului XX - un motor turboreactor - manual, verificând cu strictețe tehnologia.

39. Departamentul Control Tehnic este responsabil de calitatea impecabilă a tuturor produselor. Supraveghetorii lucrează în toate domeniile, inclusiv în atelierul de asamblare.

40. La un loc separat, este asamblată o duză cu jet rotativ (PRS) - un element structural important care distinge motorul AL-31FP de predecesorul său AL-31F.

41. Durata de viață a PRS este de 500 de ore, iar motorul este de 1000, așa că duzele trebuie făcute de două ori mai mult.

42. Pe un mini-stand special se verifică funcționarea duzei și a părților sale individuale.

43. Un motor echipat cu un PRS oferă aeronavei o mai mare manevrabilitate. Duza în sine arată destul de impresionantă.

44. În atelierul de asamblare există o secție în care sunt expuse mostre de referință de motoare, care au fost fabricate și au fost fabricate în ultimii 20-25 de ani.

45. Testarea motoarelor. Testarea unui motor de avion este etapa finală și foarte importantă din lanțul tehnologic. Într-un atelier specializat se efectuează teste de pre-livrare și recepție pe standuri dotate cu sisteme moderne de control automat al procesului.

46. În timpul testării motoarelor se folosește un sistem automat de măsurare a informațiilor, format din trei calculatoare unite într-o singură rețea locală. Testerii controlează parametrii motorului și sistemelor de banc numai în funcție de citirile computerului. Rezultatele testelor sunt procesate în timp real. Toate informațiile despre testele efectuate sunt stocate într-o bază de date computerizată.

47. Motorul asamblat este testat conform tehnologiei. Procesul poate dura câteva zile, după care motorul este dezasamblat, spălat, defect. Toate informațiile despre testele efectuate sunt prelucrate și emise sub formă de protocoale, grafice, tabele, atât în format electronic, cât și pe hârtie.

48. Aspectul magazinului de teste: când zgomotul testelor a trezit tot cartierul, acum nu mai pătrunde niciun sunet afară.

49. Atelierul nr. 40 - locul de unde sunt trimise clientului toate produsele UMPO. Dar nu numai - aici se realizează acceptarea finală a produselor, unităților, controlului de intrare, conservare, ambalare.
Motorul AL-31F este trimis pentru ambalare.

50. Motorul se așteaptă să fie învelit îngrijit în straturi de hârtie de împachetat și polietilenă, dar asta nu este tot.

51. Motoarele sunt plasate într-un recipient special conceput pentru ele, care este marcat în funcție de tipul de produs. După ambalare, există un set complet de documentație tehnică însoțitoare: pașapoarte, formulare etc.
52. Motor în acțiune!

informații